Câu Hỏi Trắc Nghiệm Công Nghệ Chế Tạo Máy 1 - Đại Học Điện Lực (Miễn Phí, Có Đáp Án)
Bộ câu hỏi trắc nghiệm Công Nghệ Chế Tạo Máy 1 từ Đại học Điện Lực, giúp sinh viên nắm vững các kiến thức cơ bản và nâng cao về quá trình chế tạo máy. Tài liệu bao gồm các câu hỏi phong phú, có đáp án chi tiết để hỗ trợ quá trình ôn tập và chuẩn bị cho các kỳ thi. Tải miễn phí ngay để ôn luyện hiệu quả và đạt kết quả cao.
Từ khoá: Công Nghệ Chế Tạo Máy 1 câu hỏi trắc nghiệm Đại học Điện Lực ôn tập chế tạo máy tài liệu miễn phí có đáp án ôn thi chế tạo máy kiến thức chế tạo máy câu hỏi Công Nghệ Chế Tạo Máy EPU
Bộ sưu tập: Tuyển Tập Bộ Đề Thi Trắc Nghiệm Công Nghệ Chế Tạo Máy - Đại Học Điện Lực (Miễn Phí, Có Đáp Án Chi Tiết)
Câu 1: Bề mặt của chi tiết mà người ta dùng để xác định vị trí của các bề mặt khác của chi tiết được gọi là :
D. Mặt chuẩn và mặt gá.
Câu 2: Nguyên nhân nào gây ra rung động cưỡng bức:
A. Dao chuyển động cân bằng.
B. Hệ thống truyền động của máy có sự va đập tuần hoàn.
C. Sự biến dạng của kim loại.
D. Sự phát sinh và mất đi của lẹo dao.
Câu 3: Hình thức tổ chức sản xuất không theo dây chuyền phù hợp với dạng sản xuất nào?
A. Đơn chiếc, hàng loạt nhỏ
B. Đơn chiếc, hàng loạt lớn
C. Hàng khối, hàng loạt lớn
D. Hàng khối, hàng loạt nhỏ.
Câu 4: Theo TCVN khi hệ số chuyên môn hóa Kc = 5 thì dạng sản xuất cảu sản phẩm là :
Câu 5: Độ chính xác gia công là một chỉ tiêu….:
D. Tự động đạt được
Câu 6: Với các sản phẩm có trọng lượng < 4 Kg và sản lượng hàng năm [100÷500] thì dạng sản xuất được lựa chọn sẽ là?
Câu 7: Theo TCVN độ nhám bề mặt chi tiết máy được chia làm bao nhiêu cấp :
Câu 8: Với các sản phẩm có trọng lượng [300÷1000] Kg và sản lượng hàng năm [200÷500] thì dạng sản xuất được lựa chọn sẽ là?
Câu 9: Trong phương pháp gia công phay, khi sử dụng ….có khả năng phay mặt phẳng bậc nhỏ và dài cho năng suất cao.
D. Dao phay răng lược
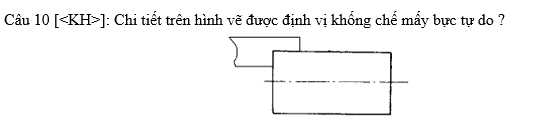
Câu 10: Khối V dài có thể khống chế bao nhiêu bậc tự do
Câu 12: Phương pháp gia công nào ít được sử dụng nhất trong ngành sản xuất cơ khí hiện nay.
Câu 13: Chất lượng dộ nhẵn bóng bề mặt của chi tiết máy gia công được đánh giá là Bán Tinh khi độ nhẵn bóng đạt cấp?
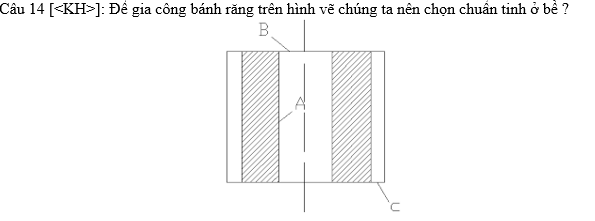
Câu 14: Quá trình đánh bóng có đặc điểm:
A. Lớp kim loại rất mỏng được hớt đi nhờ tốc độ rất lớn.
B. Phần lớn kim loại được bóc đi nhờ nhiệt độ cao.
Câu 15: Trong công thức xác định sai lệch profin Ra, chúng ta sử dụng bao nhiêu đỉnh điểm cao nhất trên profile để xác định
D. Không xác định được số điểm
Câu 16: Khi tiện thành phần lực cắt làm bền thân dao:
Câu 17: Đồ gá được lắp ráp từ các chi tiết đã được tiêu chuẩn hoá và có thể thay đổi dễ dàng là.
C. Đồ gá chuyêm dùng.
D. Cả 3 câu a,b và c đều đúng.
Câu 18: Chi tiết máy có độ nhắn bóng càng cao thì …..
A. Độ bền mỏi càng tốt
B. Độ đền mòn càng kém
C. Khả năng chông xấp thực càng kém
Câu 20: Với các sản phẩm có trọng lượng > 200Kg và sản lượng hàng năm < 4 thì dạng sản xuất được lựa chọn sẽ là?
Câu 22: Phay trên máy phay đứng có thể gia công:
Câu 23: Khi gia công các trục trên máy tiện có L/D < 5, ta sử dụng:
A. Hai mũi chống tâm.
B. 1 mâm cặp và 1 mũi chống tâm.
D. sử dụng chống tâm
Câu 24: Các nguyên nhân gây ra sai số gia công :
A. Biến dạng đàn hồi của hệ thống công nghệ
B. Độ chính xác của máy, dụng cụ, đồ gá
C. Biến dạnG nhiệt của hệ thống công nghệ
Câu 25: Không nên hạn chế thừa bậc tự do vì ?
B. Sinh ra hiện tượng siêu định vị
C. Không thể chế tạo
Câu 26: Trị số trung bình của tổng các giá trị tuyệt đối của chiều cao 5 đỉnh cao nhất và chiều sâu 5 đáy thấp nhất của profin tính trong phạm vi chiều dài chuẩn đo l là?
A. Chiều cao nhấp nhô
B. Sai lệch profin trung bình cộng
C. Là dung sai bề mặt
Câu 27: Tiện có thể gia công:
A. Mặt trụ ngoài và trong.
C. Mặt định hình tròn xoay.
D. Tất cả đều đúng.
Câu 28: Trong một lần gá có bao nhiêu vị trí.
D. Có ít nhất một vị trí.
Câu 29: Độ chính xác kích thước là :
A. Độ chính xác về kích thước thẳng hoặc kích thước góc
B. Sự xoay đi một góc nào đó giữa 2 bề mặt
C. Mức độ phù hợp lớn nhất về hình dạng hình học
D. Chu kỳ không bằng phẳng của bề mặt chi tiết máy
Câu 30: Cho s là lượng chạy dao vòng (mm/vòng); n là số vòng quay (vòng/phút); t là chiều sâu cắt thì lượng chạy dao phút Sph (mm/phút) được tính như sau:
Câu 31: Các yếu tố nào sau đây không ảnh hưởng tới mức độ biến cứng bề mặt?
A. Thời gian tác dụng lực cắt
C. Mức độ biến dạng dẻo vật liệu
D. Thông số hình học của dụng cụ cắt
Câu 32: Yếu tố nào sau đây được dùng để đánh giá chất lượng chế tạo chi tiết máy?
A. Độ chính xác kích thước bề mặt
B. Độ chính xác hình dạng bề mặt
D. Chất lượng bề mặt
Câu 33: Theo TCVN khi hệ số chuyên môn hóa Kc = 112 thì dạng sản xuất của sản phẩm là :
Câu 34: Theo TCVN phương pháp Doa có thể đạt độ chính xác kích thước trong gia công đến:
Câu 35: Mức độ giống nhau về hình học, về tính chất cơ lý lớp bề mặt chi tiết máy được gia công so với chi tiết máy lý tưởng gọi là :
B. Độ chính xác gia công
Câu 36: Chỉ tiêu nào sau đây không dùng để đánh giá về độ chính xác gia công 1 chi tiết đơn lẻ.
A. Sai số về kích thước
C. Tính chất cơ lý lớp bê mặt
Câu 37: Chọn câu sai trong việc yêu cầu của bôi trơn và làm nguội là:
A. Giảm ma sát, giảm nhiệt độ.
B. Làm ảnh hưởng đến hệ thống công nghệ.
C. Tạo điều kiện thoát phoi dễ dàng.
D. Không gây hại đến sức khoẻ con người.
Câu 38: Trong các dạng sản xuất sau đây, dạng sản xuất nào có đòi hỏi về trang thiết bị và dụng cu chuyên dùng là cao nhất?
Câu 39: Quá trình phá hủy mòn bao gồm bao nhiêu giai đoạn?
Câu 40: Chuẩn dùng để xác định vị trí dụng cụ cắt so với chuẩn định vị là
D. Chuẩn điều chỉnh.